



























































































































Global Mercury Project
Project EG/GLO/01/G34: Removal of Barriers to Introduction of Cleaner Artisanal Gold Mining and Extraction Technologies
Information about the Project Sites in
Zimbabwe
Dennis S. M. Shoko, PhD
Assistant to Country Focal Point,
GMP-Zimbabwe
Marcello M. Veiga, PhD
Small-scale Mining Expert,
GMP - Vienna
January 2004
Table of Content
Page
1. Introduction.................................................................................................................................3
2. Description of the Site................................................................................................................3
2.1. Physiography (relief and drainage) .....................................................................................3
2.2. Outline Geology of the Area ...............................................................................................6
2.3. Climate (temperatures and rainfall) ....................................................................................6
2.4. Access and Infrastructure.....................................................................................................7
2.5. Administrative and Institutional Structures........................................................................7
2.6. History of Gold Extraction in the Chakari-Golden Valley Area.......................................8
2.7. Community Socio-economic Profile...................................................................................8
2.7.1. Demographic Data .......................................................................................................8
2.7.2. Economic Activities.....................................................................................................9
2.7.3. Gender Aspects: Women Involvement in Mining .....................................................9
2.7.4. Education Levels of Adult Community....................................................................10
2.7.5. Housing.......................................................................................................................10
2.7.6. Occupational Hygiene/Sanitation .............................................................................10
2.7.7. Water...........................................................................................................................10
2.7.8. Health Facilities .........................................................................................................10
2.7.9. Education Facilities....................................................................................................11
2.7.10. Diet............................................................................................................................11
3. Ore milling and gold processing..............................................................................................11
3.1. Grinding Process ................................................................................................................12
3.2. Concentration Process........................................................................................................13
3.3. Amalgamation Process.......................................................................................................14
3.4. Cyanidation.........................................................................................................................15
3.5. Gold Sales ...........................................................................................................................16
3.6. Pros and Cons of the Custom Milling Centers .................................................................16
3.7. Gold Panning in the Kadoma-Chakari Area.....................................................................17
3.8. Mercury Losses ..................................................................................................................18
4. Environmental impacts.............................................................................................................18
4.1. Barriers to the Introduction of Cleaner Gold Extraction Technologies..........................19
1. Introduction
The Kadoma-Chakari area lies within one of the largest gold belts (greenstone belts) of
Zimbabwe and has the highest density of small scale gold miners, millers and panners of all
the country's gold belts. Geographically, the area occurs about 150 km south-west of Harare
along the main Harare-Bulawayo highway and is located within the Zambezi Basin (Fig. 1 and
2). Access into the mining areas from Kadoma City is very good along paved all-weather
roads and good dry season roads. The Zambezi Basin and its water resources are shared by
eight of the fourteen Southern African Development Community (SADC) states. The long-
term environmental well-being of the Zambezi River, its tributaries, and associated dams and
lakes depend on the types and volumes of economic activities that take place within the basin.
These activities include urbanisation, logging, agriculture, manufacturing, tourism and mining.
More recently, small scale mining and alluvial gold panning activities have taken centre stage
as a result of both the economic structural adjustment programmes (ESAPs) and recurrent
droughts within the SADC region. It is estimated that up to two million people directly and
indirectly benefit from small scale mining and alluvial panning of gold within the Zambezi
Basin (Shoko, 2002). It has also been estimated that in Zimbabwe, there are between 300,000
and 400,000 artisanal gold miners sustaining the livelihoods of at least two million people
(Maponga and Ngorima, 2003)1.
2. Description of the Site
2.1. Physiography (relief and drainage)
The town of Kadoma is situated on the highveld and is a few kilometres to the north west of
the main watershed separating the Zambezi drainage system to the north and north-west and
the Save-Limpopo drainage system to the south and south-east. The general relief in the area
is in the region of 1250 metres above sea level with occasional hills rising to nearly 1300
metres above sea level. The major drainage system in the area is that of the Muzwezwe river ,
which is a major tributary of the Munyati river in the Kadoma area. The Claw dam which
supplies the bulk of Kadoma's water requirements is situated on the Muzvezve river. Drainage
within the Muzvezve river system is to the north-west into the Munyati river, which itself is a
tributary of the Zambezi river. Kadoma falls within Hydrological Zone C which constitutes
the Sanyati Catchment area. The Chakari area is drained by the Shagari river which is a
tributary of the Mupfure river. The Mupfure eventually drains into the Munyati river which is
a tributary of the Zambezi river (Fig. 2)
1 Maponga, O. & Ngorima, C.F., 2003. Overcoming Environmental Problems in the Gold Panning Sector through
Legislation and Education: the Zimbabwean Experience. J. Cleaner Production, v. 11, p.147-157
21 �E
24�
27�
30�
33�
9
TANZANIA
�S
Ruhuhu
DEMOCRATIC
N
REPUBLIC
OF CONGO
ZAMBIA
ANGOLA
12�
Zambezi
Lake
Malawi
Luena
Kabompo
Lungue Bungo
Lunga
Kafue
Luanginga
Luangwa
Mulungushi
Shire
15�
Cuando
L. Cahora
Bassa
Zambezi
Luiana
L. Kariba
Mazowe
ANGOLA
Zambezi
Hunyani
18�
Sanyati
Umniati
Chobe
Zambezi
NAMIBIA
Shangani
Gwayi
MOZAMBIQUE
0
250
500 km
Indian
BOTSWANA
ZIMBABWE
Ocean
Fig. 1 - Sketch map showing the main rivers, lakes and sub-catchments of the Zambezi basin.
(in the square: project site)
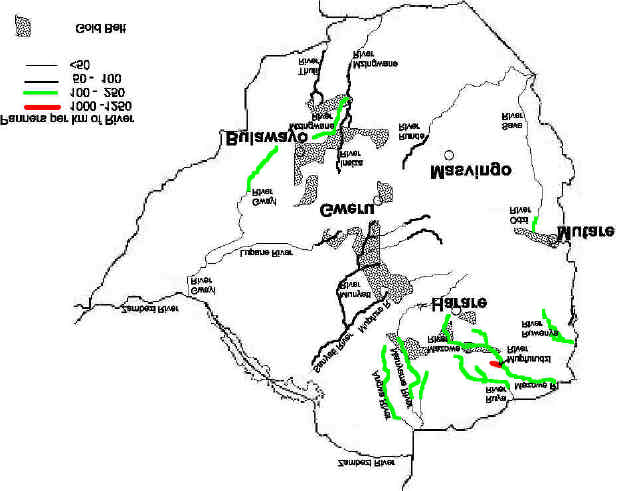
Fig.2. - Small-scale and artisanal gold mining in Zimbabwe. Formal small-scale mining
of gold is widespread in all the gold belts indicated. Informal artisanal riverbed mining of
gold in Zimbabwe is indicated for rivers in 1999-2000.
2.2. Outline Geology of the Area
Most of the area is covered by Bulawayan Group rocks which have been folded into the
north-east trending Kadoma anticline, with minor folds on both the north-east and south-east
limbs. The core of the Kadoma anticline is occupied by the Mafic Formation, the lowermost
of the two formations of the Bulawayan Group in the area. This formation consists of basaltic
greenstones, now converted to fine grained, chlorite and hornblende schists, together with
epidiorites, coarser grained rocks of a generally similar composition, which are believed to be
contemporaneous intrusives. The overlying Felsic Formation outcrops on both limbs of the
Kadoma anticline. The formation consists predominantly of quartz-mica schists with
intercalated basaltic greenstones. Shamvaian sediments occur sporadically at the top of the
stratigraphy.
2.3. Climate (temperatures and rainfall)
The area, as is the case with most of the country, has a tropical climate, with distinct wet and
dry seasons. The wet season (November-March) is marked by brief convectional
thunderstorms and drizzle (light rain), otherwise known as guti, light drizzle is particularly
common towards the end of the rainy seasons.
Maximum air temperatures are lowest between June and July. The highest air temperatures
are in October. Highs are also common in the period from November to the end of January
(Fig. 3). The cooling effect of rainfall moderates air temperatures in the latter period. Micro
conditions have a highly significant influence on temperature. Areas on higher elevation have
a highly significant influence on temperature. Areas on higher elevation have very low
temperature figures recorded at Kadoma station for the period indicated. The mean annual soil
temperatures do not pose any germination problems for most of the important crops produced
in Zimbabwe. This makes the soil temperature regimes insignificant in their limitation of crop
establishment in the area. The most important factor becomes soil moisture and this is directly
related to levels of precipitation and evapo-transpiration.
35
30
25
20
15
10
temperature (0C)
5
0
JUL
AUG
SEP
OCT
NOV
DEC
JAN
FEB
MAR
APR
MAY
JUN
Fig. 3 � Ten-year Mean Monthly Max Temperatures for Kadoma
The Kadoma area has one distinct wet season. Precipitation is received in the period between
November and March. Figure 4 shows ten-year mean annual rainfall figures for the area. Most
of the heavy rainstorms are a result of convectional activity. These storms are usually brief
and heavy. This impacts negatively on effective soil moisture, as most of the received rain is
lost through run-off. The cropping season in this area starts about mid November ending in
April. The cropping season is approximately 130days.
250
200
150
100
rainfall (mm)
50
0
JULY
AUG
SEPT
OCT
NOV
DEC
JAN
FEB
MAR
APRIL
MAY
JUNE
Fig. 4 � Ten-year Mean Monthly Rainfall for Kadoma
2.4. Access and Infrastructure
Kadoma is situated along Zimbabwe's main watershed and is linked by the country's main
Harare-Bulawayo Highway and the trunk Mutare �Harare-Bulawayo railway line. There is a
daily passenger train and a very frequent bus service between Kadoma and all the major cities
of Zimbabwe. Tarred roads connect the city to Cam & Motor mining area in the east and the
Chakari-Golden Valley-Patchway mining area to the north and north west (figure 3). Small
dirty, dry-weather roads branch out from the all-weather roads to mine and mill locations
scattered throughout the project demonstration site. The town has many medium to large sized
hotels and country lodges at competitive rates. Tele and electronic communication
(telephones, telefaxes and internet electronic mail) are all readily available at good rates. Field
accommodation can be in hotels or lodges or camping at the town's Caravan Park.
2.5. Administrative and Institutional Structures
The political administrative structure consists of a District Administrator (DA) as the most
senior government official from the Local Government Ministry. Reporting to the DA are
Rural District Councillors headed by a Chief Executive Officer. Chiefs are at the top of Ward
and Village Committees as part of the traditional leadership hierarchy. The DA and his
hierarchy administers the district through the Rural District Councils Act while the chiefs
largely implement the Traditional Leaders Act. The former is responsible for infrastructure
and service provision as well as supervising natural resources conservation and exploitation
while the latter is responsible at very local level for the allocation of land and water use rights
and for arbitration over petty crimes and other forms of conflicts at local level.
Mining activities are administered by the Mining Commissioner, assisted by representatives
of the Mining Engineer, Geological Survey and Metallurgy. The small-scale mining
associations include the Miners Federation of Zimbabwe and the National Miners Association
of Zimbabwe.
Natural resources management, including the supervision of small scale mining activities, is
performed by the District Development Committee chaired by the District Administrator and
comprising of Rural District Councils, Traditional Leadership structures, Natural Resources
Board, Forestry Commission, Agricultural Extension Services, Mining Commissioner and the
Zimbabwe National Water Authority. Other members of the District Development Committee
include the Zimbabwe Electricity Supply Authority, Post and Telecommunication
Corporation and the road section of the Ministry of Transport. All these departments have
offices in Kadoma. The President of the Miners Federation of Zimbabwe is also based in
Kadoma where he runs a medium sized custom ball mill.
2.6. History of Gold Extraction in the Chakari-Golden Valley Area
The Kadoma mining district, together with the Kwe Kwe mining district have for many years
been the leading gold producers in Zimbabwe. Large mines included Dalny, Patchway,
Golden Valley, Globe and Phoenix, Cam and Motor, Gaika, Brompton and Indarama. There
are more than one hundred small gold mines in the area which have also been productive at
different times throughout the twentieth century. Less than half of these have accounted for
over 90% of the production. Most of the large mines stopped gold production more than two
decades ago to include Cam & Motor, Gaika, Globe and Phoenix. Collectively, the mines in
this area have produced hundreds of tonnes of gold over the years. All the mining activities in
the Kadoma area are situated within commercial and resettlement agricultural areas which
have a tradition for being the leading producers of cotton and significant quantities of maize.
The Chakari-Golden Valley area is well known for its high density of three and five stamp
custom mills. There are about seventy custom mills in the area with more than thirty being
operational. There are a few existing ball mills. Each milling site uses irrecoverably up to 5kg
of mercury per month. This approximates to between 100 and 150 kg of mercury used
irrecoverably every month within the project site and would translate to about 1.5 tonnes of
mercury used in the area annually.
It is estimated that over 20 000 small-scale miners are active within the project site area. Less
than 5 000 of these are involved in reef mining and dump re-treatment while the bulk are
alluvial gold panners. The latter category account for more than 75% of mercury use. Most of
this mining activity is concentrated in the vicinity of three large mines (Dalny, Golden Valley
and Patchway). Where reef mining occurs, there are shallow shafts and tunnels and manpower
access and ore hoisting is by windlass and bucket. The ore is transported by road to the
nearest functional stamp or ball mill.
2.7. Community Socio-economic Profile
2.7.1. Demographic Data
According to recent unpublished census data from the Central Statistical Office, the Kadoma-
Chakari area has a total population of 6354 people. Of these 3227 (51 %) are male and 3127
(49%) are female. The mining community is however predominantly male. This might be due
to the fact that most miners or mill workers are young unmarried males. Some male miners
have families staying in their rural homes away from the vicinity of the mining area. The
community is of mixed ethnicity. The dominant languages spoken in order of popularity
within the sample are Shona (53% ), Chewa (37%) and Ndebele (9%).
2.7.2. Economic Activities
The majority of people in the area are miners or employed at the mills. They stay either at the
mine or mill sites or in mining compounds belonging to Falcon Gold Mine. There is a
considerable proportion of resettled farmers who have occupied the surrounding farms in the
area. In mining settlements there are no clear leadership structures. However in the resettled
farms, while there are no traditional leadership structures, political leadership structures exist.
The main income-generating activity besides mining in the Kadoma-Chakari area is farming.
Almost all the part-time farmers are engaged in mining (i.e. are part-time miners) and only
engage in farming during the rainy season when it is not conducive to mine due to the filling
up of shafts with water and related high incidences of shaft collapses due to wetness of the
earth. Farming is therefore an alternative source of income and subsistence for miners. Of
those engaged in full-time mining, the majority are mill workers since mill operations are
done through out the year.
The average income in the area is Z$40 000 (US$14.8)/month. Most miners have families at
their rural homes outside the mining area. However transport costs are prohibitive for them to
commute to these rural homes. As a result they tend to resort to prostitution that is rampant in
the mining areas. This can be linked to the high cases of sexually transmitted infections in the
area. This also impacts on the livelihoods of their family as very little of the money earned
filters into the rural homes.
2.7.3. Gender Aspects: Women Involvement in Mining
Women make up only 11% of all the miners in the area. Mining is predominantly manual and
hence is it is the domain of men. In all the mills visited none of the mill workers were female
and the millers explained this as being due to the manual nature of the work. Digging by
women was however close to the surface (not exceeding 10m) while that done by men could
go to depths beyond 30 metres
Most adults in mining communities are concentrated in the 20-40 year age group. Amongst
the farmers, the dominant age group is also 21-30 years.
Within non-mining and non-farming communities, as in the farming communities, the
dominant age group is 21-30 years. Their occupation is quite varied including vendors, radio
repairers, mechanics and civil servants. The majority of people in the economically active age
range (21-40 years) are miners. The number of adults tapers off considerably above 50years
amongst miners. Most people that are engaged in mining beyond 40 years are mill workers.
There are more people above 40 in the farming and non- mining and non-farming sectors of
the community. The age distribution amongst children shows no distinct pattern in all
occupations. Besides children at mills who do not engage in mining, most boy-children in the
mining community are at some stage in their lives engaged in mining with their fathers. The
majority of the children are of primary school level (5-13 yrs) and stay with both their parents.
2.7.4. Education Levels of Adult Community
Literacy levels in the area are good, with the majority (52%) of the adult community members
having attended secondary (Ordinary Level) education. Primary education level is from Grade
1-7 and is normally done at the age of 6-13 years. Secondary education is from Form 1-4 or
Form 1-6 and is normally done at the ages 14-19 years. Levels of illiteracy are however
considerable (17%) as shown above. 31% of the community has primary level education.
2.7.5. Housing
Workers' houses at the mill sites visited (with the exception of Glasgow Mill and the Falcon
Gold compounds which have brick and asbestos or corrugated iron sheet roofs) are
deplorable. They comprise thatch, pole and dagga structures that are hardly suitable for
human habitation. At one site the workers are asked to construct their own housing structures.
Resettled farming villagers either had the opportunity of occupying farmhouses and farm
compounds or have built temporary housing structures. Those miners staying in Falcon Gold
compounds pay a rental of Z$500-Z$1000 (US$ 0.19-0.37) per month.
2.7.6. Occupational Hygiene/Sanitation
On all the mine and mill sites visited, lack of sanitary facilities is quite striking. With the
exception of two mills (Glasgow and Coetzee) that provide basic toilets in the form of pit
latrines and Blair toilets respectively, there are no toilet facilities on all other mill or mine
sites visited. Bathrooms are in the form of grass-thatch surrounded structures constructed by
the workers themselves. Only miners staying in Falcon Gold Mine Company compounds have
the privilege of flush toilets and shower facilities. They however say that the toilet systems
are usually mulfunctional.
2.7.7. Water
Most of the water used for domestic purposes in the area is borehole derived or pumped from
disused mine shafts, with the exception of Falcon Gold compounds in Chakari which are fed
from dam water. Water is said to be of good quality, however the possibility of contamination
cannot be ruled out. Workers at mill sites and people staying on Falcon Gold compounds have
easy access to water, which is usually close to their houses. However for most of the resettled
villagers away from farmhouses and compounds and mine claim sites, water sources can be
up to 5 kilometres away. Fetching water is primarily done by women who either carry it on
their heads or use wheelbarrows.
2.7.8. Health Facilities
Health facilities are an area of concern to the communities. Despite having clinics in their
vicinity, most of the small-scale mining communities cannot access these as they are reserved
only for current workers of Falcon Gold's Dalny Mine. They therefore have to travel
distances of 20 to 40km to access health facilities in or near Kadoma. Ordoff Clinic near
Kadoma is the most frequently visited, followed by facilities in Kadoma city.
2.7.9. Education Facilities
Education facilities include those in Kadoma and Chakari as well those within the mining
sites. Most schools are in the range of 2-7 km away from most of the mining sites. Attendance
at the schools has been adversely affected by small-scale mining activities at both primary and
secondary level. Absenteeism is quite rife as students help out in gold digging activities in
small-scale mining dependent households, particularly so in the dry season. This affects both
sexes at the schools. This however does not affect communities living at the mills as there is
no case there of child labour involvement in milling activities. School dropouts are also a
common aspect. Promiscuity and pregnancy feature amongst girls in the communities
affecting even primary school girls who fail to complete their primary education. Also
rampant is drug abuse, especially alcoholism. Most of the children from small-scale mining
households are said to be malnourished and have poor hygiene. Payment of fees is also poor
as most of the money from gold digging is spent on food. These aspects impact significantly
on school performance by children from the mining communities.
2.7.10. Diet
Sadza (thick cornmeal porridge) is the staple food. Most people eat sadza twice a day. This is
understandable as it is the country's staple carbohydrate source. This is mainly accompanied
by vegetables, which are also eaten two times a day by most people. Meat is eaten with less
frequency (1-2 times a week), as is milk and beans. Beans are mainly consumed when in
season. Fish is eaten when in season (usually in summer) and is usually brought in by vendors
from outside the area since there are very few rivers in the area and those rivers that are there
contain no fish. However Kapenta, (Limnothrisa moidon), a small non-carnivorous fish
caught in lake Kariba that is usually caught and sold dried in packets in shops) is eaten
whenever families can afford it. The choice of relish is largely influenced by cost rather than
preference. While most people would prefer to have meat twice daily they cannot afford it and
therefore consume vegetables more frequently because they are cheaper. Meat is either bought
from surrounding butcheries or brought in by vendors.
3. Ore milling and gold processing
In Zimbabwe, it is estimated that there are between 300,000 and 400,000 artisanal gold miners
sustaining the livelihoods of at least 2 million people2. About 20,000 to 30,000 people are
directly involved in gold extraction in the Kadoma-Chakari region. There are 3 categories of
people in the artisanal gold mining operations:
1. miners who excavate and extract semi-weathered gold ore and take this for
processing at custom milling centers. There are about 3,000 to 5,000 people involved
in this activity. The miners extract ore from narrow shafts as deep as 50 m and hire
trucks once a month to take the material to the milling centers. They do not process the
ore. The monthly production of one team of miners (3 to 4 people) was reported to be
around 20 tonnes, which is enough to produce 200 g of gold (if gold recovery of 10
g/tonne of ore processed is assumed).
2 Maponga, O. & Ngorima, C.F., 2003. Overcoming Environmental Problems in the Gold Panning Sector
through Legislation and Education: the Zimbabwean Experience. J. Cleaner Production, v. 11, p.147-157


2. millers who work in the milling centers where the ore is milled and concentrated for
the miners. There are probably about 1,000 to 2,000 people in 70 milling sites in the
Kadoma-Chakari region. Millers have more capital and more education than the
majority of miners and panners.
3. panners are individuals who concentrate alluvial gold by panning the gravels in
creeks and rivers or re-processing tailings from former industrial mining operations.
They represent the majority of individuals extracting gold. They are nomads and can
represent a contingent of 15,000 to 25,000 people in the Kadoma-Chakari region.
3.1. Grinding Process
The technology employed by the custom milling centers varies. For crushing and grinding,
some of them use wet stamp mills (3 or 5 stamps) with capacity of 0.2 to 0.5 tonne/h (Fig. 5)
and some use jaw crushers followed by grinding with ball mills (Fig.6) with a capacity of
between 0.7 to 2 tonnes/h.
Fig. 5 � Overview of a Custom Milling Center in Kadoma Region
Fig. 6 � Small Ball Mill Used in Custom Milling Centers in Kadoma


An installed custom milling center
with jaw crusher, small ball mill
(0.7 tonne/h) + centrifuge +
amalgamation barrel was acquired
by a miller in May 2003 for about
Z$ 47 Million (US$ 13,430)3 and a
center using 3-stamp mills
(14'x15') and amalgamating
copper plate costs Z$ 35 M
(US$10,000). The monthly
operating cost of one of these
milling centers is between Z$ 1 M
and 1.5 M (US$ 285-428). The
centers charge between Z$ 10,000 Fig. 7 � Zimbabwean Centrifuge to Concentrate Gold
(US$ 2.86) to Z$ 14,000 (US$ 4)
per hour of grinding and concentration depending on the hardness of the ore. Using stamp
mills, hard rocks take 5 hours/tonne to be ground and concentrated, whereas soft ores take 1.8
hours/tonne. The stamp mills operate with water and the pulp is discharged through a 48 or 65
mesh screen (0.3 to 0.2 mm). The pulp (about 20% solids) is discharged into a centrifuge (Fig.
7) or on copper-amalgam plates (Fig. 8).
Milling facilities are very well set up and
the techniques are very adequate for the
custom-milling scheme. Miners prefer
milling centers with stamp mills as they
believe that ball mills retain part of the
gold in the internal liners. Stamp mills
seem to be an accepted technology in the
region (the entire process is VISIBLE and
TRANSPARENT) despite their
inefficiency in grinding and their longer
grinding time. The lack of gold liberation
is an evident problem and is the main
reason why the miners recover less than
Fig. 8 � Copper-amalgam plates
30% of the total gold by gravity separation
followed by amalgamation.
3.2. Concentration Process
The concentration process is either conducted in a Zimbabwean centrifuge (known as "speedy
bowl") or the whole ore is amalgamated using copper-amalgam plates. The centrifuges used
in Kadoma are 120� cones, like a "batea", with riffles on the wall. They are copies of the
Knudsen Concentrator developed decades ago in California. There is no fluidization to
promote mineral exchange in the concentrate bed and it seems that gold is lost when the
riffles are full. A local manufacturer is improving the efficiency of this type of centrifuge
introducing a rake to scratch the concentrate bed. This can definitely improve the exchange-
3 It was adopted the Government auction rate (Jan 2004) US$ = Z$ 3500.
concentration process. A Brazilian mining company, CVRD, has 3 or 4 units of a larger
version of these Zimbabwean centrifuges to concentrate gold from iron ore in their plant in
Itabira, Brazil. Those centrifuges cost a fraction of the price (between US$ 1000 and 2000) of
the available centrifugal concentrators such as Knelson and Falcon. Local equipment
manufacturers have very good technical capacity to develop any type of equipment suitable
for small-scale miners. They do not downscale conventional processing equipment but in fact,
they actually have developed appropriate technology for the needs and production scale of the
small miners. About 30 to 33 kg of gravity concentrate is produced from a batch of 15 to 20
tonnes of ore processed.
3.3. Amalgamation Process
The milling centers have their own operators but they leave the amalgamation step to the
miners who bring their own mercury and use as much as they want. Some miners add three
teaspoons (50 g/teaspoon) of mercury into the centrifuges. This poor practice "flours" part of
the mercury that is lost with the tailings. Millers wash out the concentrate from the centrifuge
and give it to the miners who perform the amalgamation in barrels, adding 400 to 800 g of Hg
to amalgamate 30 to 33 kg of concentrate. In many cases, miners prefer to conduct
amalgamation manually adding mercury to pans or plastic trays. Amalgamation barrels are
much more appropriate to promote an efficient contact between gold and mercury within 30
to 40 minutes. However, when barrels run for too long (e.g. 4 hours) and with many iron balls
inside, this causes mercury "flouring" and consequent loss of mercury to the tailings.
The millers provide the miners with amalgamation barrels and they do not charge extra for
this service, which is conducted by the customers (miners). Miners can add whatever they
want into the amalgamation barrels, including soap, acids, etc. Many miners add sodium
cyanide tablets into the amalgamation barrels to clean the gold surface and increase
amalgamation. In many cases the pH of the pulp is 7 or lower where there is a presence of
sulphides in the ore. The possibility of producing HCN gas which is extremely poisonous is
either ignored or unknown. The material discharged from amalgamation barrels is
concentrated by panning in a plastic bowl and the tailings pass through an amalgamating
copper plate.
Some miners take home the amalgamation tailings. They re-grind, sometimes add more
mercury, pan them at their backyards and roast them in kitchens. The fate of these
amalgamation tailings is unknown. As the tailings are contaminated with Hg, this is
dispersing mercury all over the region, in many cases into urban areas. Whenever the miners
leave behind their amalgamation tailings, the millers collect them for leaching in cyanidation
tanks (Fig. 9).
The use of copper-amalgam plates at the stamp mill discharge is very popular in the region
and yet it is a bad practice which amalgamates the whole ore. This would reduce mercury
emissions drastically. Miners responded that they have to be very attentive when working
with copper-amalgam plates. They must constantly rub the surface of the plates. Quite often,
mercury (and gold) accumulate on a given point of the plate surface, and with the attrition of
the ore pulp, it is lost. "If I sleep and I do not spread the mercury on the plate, I lose mercury
and my gold, and the miller will recover it later on when he uses cyanide", a miner lamented.

The great majority of miners in the region do not use retorts. They burn amalgam on wood
fire without any protection. At low temperature, the retorting process is very incomplete.
Retorted gold beads with more than 20% of residual mercury were observed. The burning
process is done either under supervision of a large number of people or furtively in the bush.
One miller revealed that he had purchased a retort but it was too big and too thick. He
mentioned that he was not using it because it took too long to retort the amalgam using wood
fire. In fact, the retort had never been used. Miners within the project demonstration site do
not use blow torches either. An example of a home-made torch using gasoline, as used in
Indonesia, was shown to them. The use of blow torches will facilitate the introduction of
retorts as the burning is faster than in bone fires. Other options discussed with miners and
millers was the use of an iron-smith-coal blower, such as the ones used in Prague (Czech
Republic) to demonstrate to tourists how iron can be hand-forged.
A retort was manufactured in Kadoma using water pipes and connections, but the price was
far too high for the local economy. The retort was fabricated at a cost of Z$ 35,538 for the
material plus Z$ 8,000 for welding, making a total of US$ 17.
3.4. Cyanidation
In both the stamp mill and ball
mill processes, most of the gold is
left in the primary tailings and the
millers apply vat-cyanidation to
extract this remaining gold.
Miners receive no compensation
for the extra gold extracted by
cyanidation. Most Centers have 5
to 10 cyanidation tanks (Figure 9)
to extract residual gold using vat-
leaching. About 20 to 70 tonnes of
tailings from the gravity circuit
and from the amalgamation
process are added to cement tanks
to be leached with 18 kg
Fig. 9 � Cyanidation Vat-leaching Tanks
NaCN/tank. No pH control is
done. Operators add 50 kg of Ca(OH)2/tank and wait an average of 6 days to end complete the
leaching step. Since no forced aeration is provided to the pulp, the leaching process is slow
and sometimes it takes 10 to 15 days, depending on the gold concentration and accessibility of
the cyanide solution to the gold in the ore particles. The solution percolates through the ore
and it is recovered at the bottom of the tanks where a sand-filtering process is set up. The
gold-laden cyanide solution is analyzed using a SnCl2 colorimetric method to check the gold
content. The solution passes through 6 PVC columns lined with activated charcoal to remove
gold from the cyanide solution. As the millers do not have access to the stripping technique,
they remove the first three columns and send them to a company in Kwe Kwe which performs
the elution (gold stripping) process. This company charges Z$ 175,000 (US$70) per load to
strip gold from the carbon and deposit it by electro-winning onto iron wool. The millers do
not have any control over the amount of gold in the carbon given to the elution company. The
millers dissolve the iron wool with HCl or H2SO4 to obtain pure gold. The final tailings of the
vat-leaching, with residual cyanide, are carelessly disposed of in the milling centers. Some
centers re-vegetate the dump sites. The concentration of the cyanide solution after the
stripping process is adjusted and re-circulated to the vats.
When the Hg-contaminated tailings are leached, part of the mercury goes into solution and
part stays with the final tailings. The fate of Hg-cyanide in the tailings is unknown but it has
been shown in laboratory experiments in other countries, that mercury in the leached tailings
becomes more soluble. The partial oxidation-reaction of Hg in the cyanidation process can
also exacerbate the Hg methylation potential in tailings.
3.5. Gold Sales
Gold price in Kadoma fluctuates substantially. The Government has established an official
price of Z$ 35,000 (US$ 7.50) per gram when the international market price is US$ 11.58/g
(considering US$ 360/oz) or almost twice the price offered by the Government. There are
many panners and miners who cannot afford to travel to cities to have better prices. This has
resulted in a great number of gold buyers in the region who most probably smuggle the gold
out of the country.
3.6. Pros and Cons of the Custom Milling Centers
The custom milling centers are an appropriate solution for the artisanal mining activities. In
one respect, this procedure organizes the activity and prevents the use of mercury in many
different places, as seen in the panning activities. In Zimbabwe, the milling centers are well
organized and any intervention to reduce Hg emission, rehabilitate impacted areas and create
environmental and health awareness is easier when the source of pollution is concentrated in
just a few points (in the region there are 70 milling centers with about half of these
operational at any one time).
Most millers have very basic knowledge about the cyanidation process. The process was
introduced by a local company, but it is operated by non-qualified personnel. In the process of
analyzing for gold in the cyanide solution by colorimetric process, the operators add Zn dust
to the cyanide solution, decant the solution and add aqua-regia. The process is performed in
almost all milling centers in improvised laboratories with no fume hoods. The HCN fumes are
generated and the millers run out of the `laboratory' until the gas dissipates. The fumes of
nitrous gas are visible and intoxicate the operators.
A miller who also runs a mine estimated that 30% of the gold he produces comes from gravity
concentration using a centrifuge followed by amalgamation and 70% comes from the
cyanidation process. Assuming that a similar distribution occurs in all milling centers, this is
potentially a source of serious conflicts in the region between miners and millers. Miners are
aware that millers are taking advantage of their situation and they prefer to do their own
concentration-amalgamation. As these miners lack skills and capital, this can increase
mercury loss and promote the misuse of cyanide. It appears that the conflict between millers
and miners is not limited to the gold extraction process. Millers generally belong to a higher
socio-economic level than miners and a miller is currently managing the Miner's Federation
of Zimbabwe. The credibility of this Federation is weak among the miners.
3.7. Gold Panning in the Kadoma-Chakari Area
Gold panners in the Kadoma-Chakari area are either working in local rivers and streams
especially the Muzvezve River, or panning tailings from former mining company operations
(sometimes with their authorization). Panners are from remote areas, some of them from
neighboring countries and they are frequently harassed by local police while working in
illegal areas. In the dry season, they divert the river and excavate the gravels to concentrate
gold in improvised sluice boxes (known as James Tables). They process from 1.5 to 2 tonnes
of material per day recovering 0.2 to 0.4 g Au and losing equal quantities of mercury (50g per
4 months). The gravel is excavated manually and washed in rudimentary home-made screens
(a sheet of iron with � inch holes) to discard coarse pebbles. The fines (- � inch) pass through
the sluice boxes lined with pieces of clothes. After several runs of the excavated material,
they wash the cloth loaded with gold in an excavated pool which can be located in or outside
the river. They add mercury to the plastic trays to amalgamate the gold. The amount of
amalgam obtained is minuscule and they just burn it in a wood fire. The amalgamation
tailings are either left in the pools (forming "hotspots") or taken to other areas to be manually
re-ground and re-amalgamated.
Panners in the Muzvezve River have diverted the river and screen the gravels before passing
the material through rudimentary sluice boxes. They reported that upstream of the place
where they are working, there is a water dam which serves Kadoma city. The municipality has
an agreement with the farmers downstream of the mining activities to open the dam once a
month to provide irrigation water. This is done without any prior warning. The sudden water
flow killed 18 people during the month of July, 2003.
As most of the panners utilize mercury in small pools near the river margins, these
environments seem very propitious to Hg oxidation and consequent methylation (shallow pits,
full of organic material and which is well aerated). When the water flows through these pools,
it carries all soluble Hg downstream. These sites must be investigated in the Environmental
and Health Assessment.
There are thousands of panners in the Muzvezve River and all living in rudimentary straw
huts along the river. They mentioned that there is a very limited amount of fish (almost none)
in the areas they are working. Catfish was reported to be a common species downstream.
While any initiative to bring training or demonstration of cleaner techniques seems to be very
well accepted by miners and millers, panners are very dispersed and generally have very low
education levels. They are also nomadic (and sometimes illegal) which makes any training or
demonstration exercises ineffective. However these panners constitute the majority of the
people involved in artisanal gold mining within the project site and therefore, they cannot be
ignored. Simple measures, such as better sluice box designs, better carpets, use of retorts, will
provide a huge technological leap for the panners
3.8. Mercury Losses
During interviews with the main mercury importers of Zimbabwe, it was reported that 20
tonnes of Hg per annum are imported from Netherlands. Likely, this Hg enters the country
legally (for dental use?) and later is diverted to artisanal mining activities in Zimbabwe and
neighboring countries (Mozambique?). Mercury is freely sold in the Kadoma region at an
average price of Z$ 30,000 to 33,000/kg (US$ 12 to 13.2) which is 3 times higher than the
international price of US$4/kg. Some people are re-selling small amounts of 50 g at a price of
Z$2500 (US$ 1). This results to in a price of US$ 20 per kg of mercury.
It is difficult to establish a ratio Hglost:Auproduced as many millers do not acquire Hg and they
do not know how much gold the miners produce. The miners bring their own mercury and use
it freely during any part of the process, except grinding. At two operations visited where
centrifuges are used, the amount of gold produced at each milling center was around 2 to 3
kg/month. The amount of Hg lost was between 2 and 3 kg/month (amount being bought). This
results in a ratio Hglost:Auproduced = 1. When copper plates are used to amalgamate the whole
ground ore, the miners estimate that they lose twice as much mercury. Assuming that all 70
milling centers in the region are losing between 2 and 4 kg of Hg /month, approximately 1.7
to 3.4 tonnes of Hg is being emitted to the environment in the Kadoma-Chakari region just
from the milling operations. If we consider the use of Hg by panners, the Hg losses in the
region must be between 3 to 5 tonnes/a.
4. Environmental impacts
Environmental impacts associated with small scale mining and gold panning in the Kadoma-
Chakari area includes land disturbance and siltation, deforestation, water pollution and
depletion. Small scale mining activities result in the general scarification of large areas as
seen in the area surrounding Dalny mine and in several other areas in the Kadoma-Chakari
region. Alluvial gold panning activities, as seen along the Muzvezve river involves the
digging up of the river channel and its banks, paleo-channels and their floodplains, as well as
surface trenching using picks and shovels. The most noticeable effects of these activities are
the siltation of the river and dams across it, a deterioration of water quality, the reduction of
grazing areas for domestic and wild animals and an overall reduction in biodiversity. Siltation
also results in the reduction of conveyance and storage capacities of rivers and dams and is
believed to play a major role in the frequency and magnitude of flooding affecting
Mozambique, Zimbabwe and South Africa. It is also responsible for the destruction of
habitats for fish and other aquatic organisms. The rapid sprouting of overnight settlements at
newly discovered gold deposits leads to rapid `urbanisation' in the form of haphazard
settlements that not only result in deforestation but also social ills associated with unplanned
settlements. These vices include alcohol and drug abuse, prostitution, land-use conflicts with
local communities, water pollution, infant and child labour and disease outbreaks.
Deforestation is driven by the need for the construction of shelter, underground support props,
panning dishes and firewood. Absolute dependence on the use of large amounts of water in
mining operations dictates that the former be located as close to water sources as possible, and
in some cases at the water sources. The reliance on water for mineral concentration results in
the accelerated evaporation of surface water, the drainage of wetlands and the siltation of
rivers and dams.
4.1. Barriers to the Introduction of Cleaner Gold Extraction Technologies
The implementation of the Global Mercury Project in Zimbabwe to date has been through a
launch workshop in September 2002, two field trips to the Kadoma-Chakari area in July and
August 2003. The latter field trip culminated with the hosting of a workshop for the main
stakeholders in Harare on the 18th August 2003 at the University of Zimbabwe. Interactions
with stakeholders on field trips and at the two workshops showed overwhelming support for
the GMP in Zimbabwe. More importantly, government officials and officials from the small
scale mining associations fully appreciated and supported the project objectives. The miners
and millers around the Kadoma-Chakari area were fully aware of the dangers of open mercury
use and contended that they were practicing it for lack of cleaner, cheaper and more
accessible mineral extraction methods. Socio-economic hurdles remain which will need
careful negotiation and navigation. Best available technology uptake will critically depend on
the cost variable, simplicity and adaptability of the technology to the already existing socio-
economic profile of the miners. There is no doubt that the uptake, success and sustainability
of the introduced technology will heavily depend on systematic and comprehensive awareness
campaigns and dependence on local manufacturing innovations for both compatibility with
existing technology and spares back-up. In all initial contacts with stakeholders, the idea of
mobile demonstration units is generally well received although further consultations will be
necessary before a decision can be taken on the issue.